Scopri tutto sulla saldatura alluminotermica delle rotaie: dal taglio della rotaia alla molatura
Cos’è la saldatura alluminotermica?

È un processo di saldatura per fusione che sfrutta una reazione chimica esotermica tra ossido di ferro e alluminio, utilizzando una miscela denominata termit, capace di generare acciaio fuso a ~2.500–3.000 °C. È molto usata in ferrovia perché non richiede elettricità, è eseguibile in linea e produce giunti molto resistenti.
AD

Quali sono le attrezzature principali
- Crogiolo refrattario
- Miscela alluminotermica (dose calibrata per il profilo rotaia)
- Stampi refrattari (gusci) specifici per il profilo della rotaia
- Sistema di accensione (miccia o innesco elettronico)
- Pinze, morsetti di allineamento
- Bruciatore a gas per preriscaldo
- Martello o trancia per rifilatura
- Mole/smerigliatrici per finitura
- DPI: visiera, guanti, grembiule ignifugo, ecc.
AD

1. Preparazione delle rotaie
Le estremità delle rotaie vengono tagliate e rifilate per essere perfettamente perpendicolari.

Taglio della rotaia
Si crea un gap, ossia un interspazio, controllato tra le due rotaie che tipicamente è di 20–25 mm. Le rotaie vengono allineate verticalmente e orizzontalmente con morsetti di precisione. Questa fase è critica per evitare difetti geometrici del binario.

Allineamento del binario e creazione del gap
2. Pulizia
Le estremità delle rotaie vengono pulite accuratamente con spazzole metalliche. Si rimuovono ruggine, grasso, vernice e umidità.
3. Montaggio degli stampi
Si posizionano stampi refrattari attorno al giunto. Gli stampi vengono sigillati utilizzando sabbia refrattaria o pasta sigillante per evitare fuoriuscite di metallo fuso.
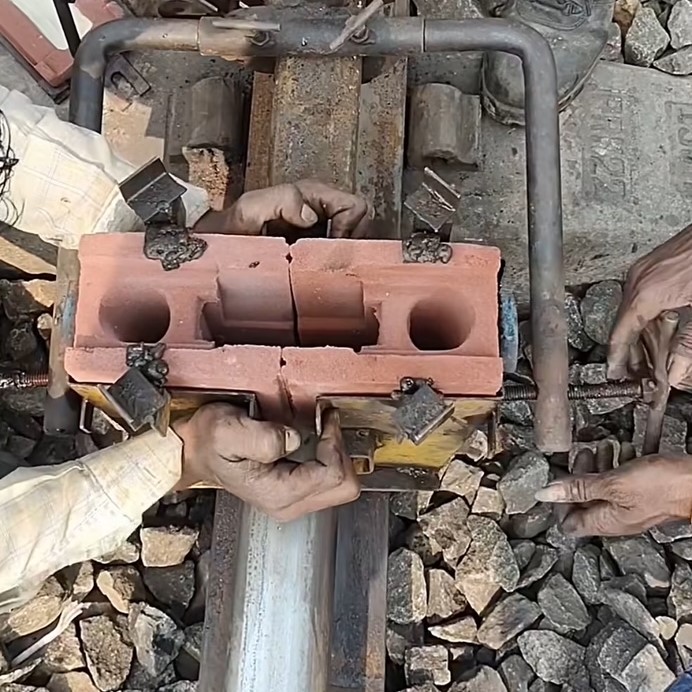
Posizionamento degli stampi
4. Preriscaldo
Con un bruciatore a gas, utilizzando del propano miscelato con ossigeno, si preriscaldano le estremità delle rotaie e gli stampi. La temperatura tipica è di 800–1.000 °C e serve ad eliminare l’umidità e a migliorare la fusione e l’adesione del metallo.
5. Preparazione e accensione della termite
La miscela alluminotermica viene inserita nel crogiolo sopra lo stampo. Si accende la carica tramite miccia o innesco.

Preparazione della termite

Accensione della termite
Qual'è la reazione chimica che avviene durante il processo di saldatura?
Fe₂O₃ + 2Al → 2Fe (fuso) + Al₂O₃ + calore
AD

6. Colata del metallo
Dopo alcuni secondi, il metallo fuso si separa dalla scoria. Il crogiolo si apre automaticamente e l’acciaio fuso riempie lo stampo, fonde superficialmente le estremità delle rotaie creando un giunto monolitico. La scoria più leggera rimane sopra ed è separata dal metallo utile.

Reazione e colata del metallo
7. Raffreddamento e solidificazione
Il giunto solidifica in pochi minuti. Il tempo dipende dalla temperatura ambiente, dal tipo di rotaia e dalla carica usata
8. Rimozione degli stampi
Una volta solidificato, gli stampi vengono rimossi e si elimina la scoria residua.

Rimozione degli stampi e delle scorie residue
9. Rifilatura del cordone
Il metallo in eccesso viene tranciato a caldo con una cesoia oppure rimosso a freddo ottenendo un profilo approssimativo della rotaia.

Ottenimento di un profilo grossolano
10. Molatura e finitura
Si smeriglia accuratamente il piano di rotolamento, i fianchi della rotaia con lo scopo di ripristinare il profilo originale e la continuità del binario.

Molatura grossolana

Molatura fine
11. Controlli finali
Controllo visivo oltre ad una verifica geometrica ovvero allineamento e quota fra due rotaie contigue. Talvolta si procede con dei controlli ad ultrasuoni e prove di durezza del giunto.
AD

Quali sono i vantaggi della saldatura alluminotermica?
- Elevata resistenza meccanica
- Ottima continuità strutturale
- Nessuna necessità di energia elettrica
- Adatta a cantieri isolati
Quali sono invece gli svantaggi?
- Processo delicato: un errore può portare ad un giunto difettoso.
- Non facilmente automatizzabile
- Richiede operatori altamente qualificati
AD

CARATTERISTICHE PRINCIPALI DELLE LINEE PRESENTI IN QUESTA PAGINA:
AD
Quali sono le attrezzature principali
- Crogiolo refrattario
- Miscela alluminotermica (dose calibrata per il profilo rotaia)
- Stampi refrattari (gusci) specifici per il profilo della rotaia
- Sistema di accensione (miccia o innesco elettronico)
- Pinze, morsetti di allineamento
- Bruciatore a gas per preriscaldo
- Martello o trancia per rifilatura
- Mole/smerigliatrici per finitura
- DPI: visiera, guanti, grembiule ignifugo, ecc.
AD
1. Preparazione delle rotaie
Le estremità delle rotaie vengono tagliate e rifilate per essere perfettamente perpendicolari.
Taglio della rotaia
Si crea un gap, ossia un interspazio, controllato tra le due rotaie che tipicamente è di 20–25 mm. Le rotaie vengono allineate verticalmente e orizzontalmente con morsetti di precisione. Questa fase è critica per evitare difetti geometrici del binario.
Allineamento del binario e creazione del gap
2. Pulizia
Le estremità delle rotaie vengono pulite accuratamente con spazzole metalliche. Si rimuovono ruggine, grasso, vernice e umidità.
3. Montaggio degli stampi
Si posizionano stampi refrattari attorno al giunto. Gli stampi vengono sigillati utilizzando sabbia refrattaria o pasta sigillante per evitare fuoriuscite di metallo fuso.
Posizionamento degli stampi
4. Preriscaldo
Con un bruciatore a gas, utilizzando del propano miscelato con ossigeno, si preriscaldano le estremità delle rotaie e gli stampi. La temperatura tipica è di 800–1.000 °C e serve ad eliminare l’umidità e a migliorare la fusione e l’adesione del metallo.
5. Preparazione e accensione della termite
La miscela alluminotermica viene inserita nel crogiolo sopra lo stampo. Si accende la carica tramite miccia o innesco.
Preparazione della termite
Accensione della termite
Qual'è la reazione chimica che avviene durante il processo di saldatura?
Fe₂O₃ + 2Al → 2Fe (fuso) + Al₂O₃ + calore
AD
6. Colata del metallo
Dopo alcuni secondi, il metallo fuso si separa dalla scoria. Il crogiolo si apre automaticamente e l’acciaio fuso riempie lo stampo, fonde superficialmente le estremità delle rotaie creando un giunto monolitico. La scoria più leggera rimane sopra ed è separata dal metallo utile.
Reazione e colata del metallo
7. Raffreddamento e solidificazione
Il giunto solidifica in pochi minuti. Il tempo dipende dalla temperatura ambiente, dal tipo di rotaia e dalla carica usata
8. Rimozione degli stampi
Una volta solidificato, gli stampi vengono rimossi e si elimina la scoria residua.
Rimozione degli stampi e delle scorie residue
9. Rifilatura del cordone
Il metallo in eccesso viene tranciato a caldo con una cesoia oppure rimosso a freddo ottenendo un profilo approssimativo della rotaia.
Ottenimento di un profilo grossolano
10. Molatura e finitura
Si smeriglia accuratamente il piano di rotolamento, i fianchi della rotaia con lo scopo di ripristinare il profilo originale e la continuità del binario.
Molatura grossolana
Molatura fine
11. Controlli finali
Controllo visivo oltre ad una verifica geometrica ovvero allineamento e quota fra due rotaie contigue. Talvolta si procede con dei controlli ad ultrasuoni e prove di durezza del giunto.
AD
Quali sono i vantaggi della saldatura alluminotermica?
- Elevata resistenza meccanica
- Ottima continuità strutturale
- Nessuna necessità di energia elettrica
- Adatta a cantieri isolati
Quali sono invece gli svantaggi?
- Processo delicato: un errore può portare ad un giunto difettoso.
- Non facilmente automatizzabile
- Richiede operatori altamente qualificati
AD
CARATTERISTICHE PRINCIPALI DELLE LINEE PRESENTI IN QUESTA PAGINA:
Tracciato, Lunghezza, Scartamento, Trazione, Data di Apertura e Chiusura all'esercizio, Immagini, Approfondimenti e collegamento ai siti ufficiali.
TI POTREBBE INTERESSARE ANCHE
LINEE FERROVIARIE IN ESERCIZIO LINEE FERROVIARIE DISMESSE